Modernizacja sterowania w maszynach importowanych (w tym z Chin) to najszybsza droga do stabilniejszej pracy, lepszej diagnostyki i łatwiejszego serwisu. W tej realizacji pokazujemy podejście SYSMATIK do retrofitu: od oceny ryzyk po efekt „po” w szafie sterowniczej i na panelu operatorskim.
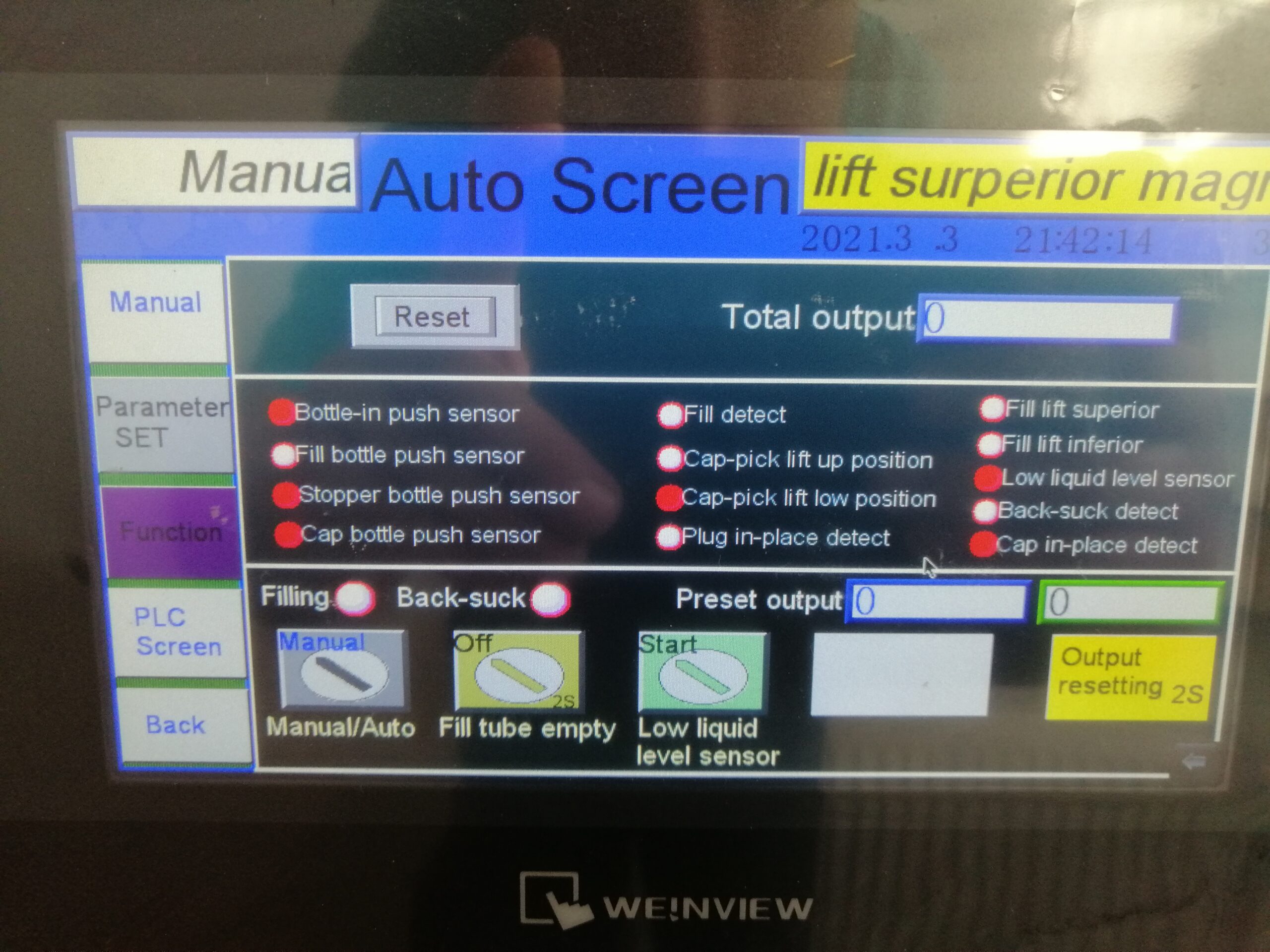
W maszynach sprowadzanych z Azji często spotyka się sterowanie i panele operatorskie, które z czasem stają się problematyczne w utrzymaniu: trudniej o szybkie wsparcie serwisowe, części zamienne albo sensowną diagnostykę. Z perspektywy utrzymania ruchu oznacza to jedno: przestój kosztuje, a każda godzina szukania przyczyny awarii wydłuża restart produkcji.
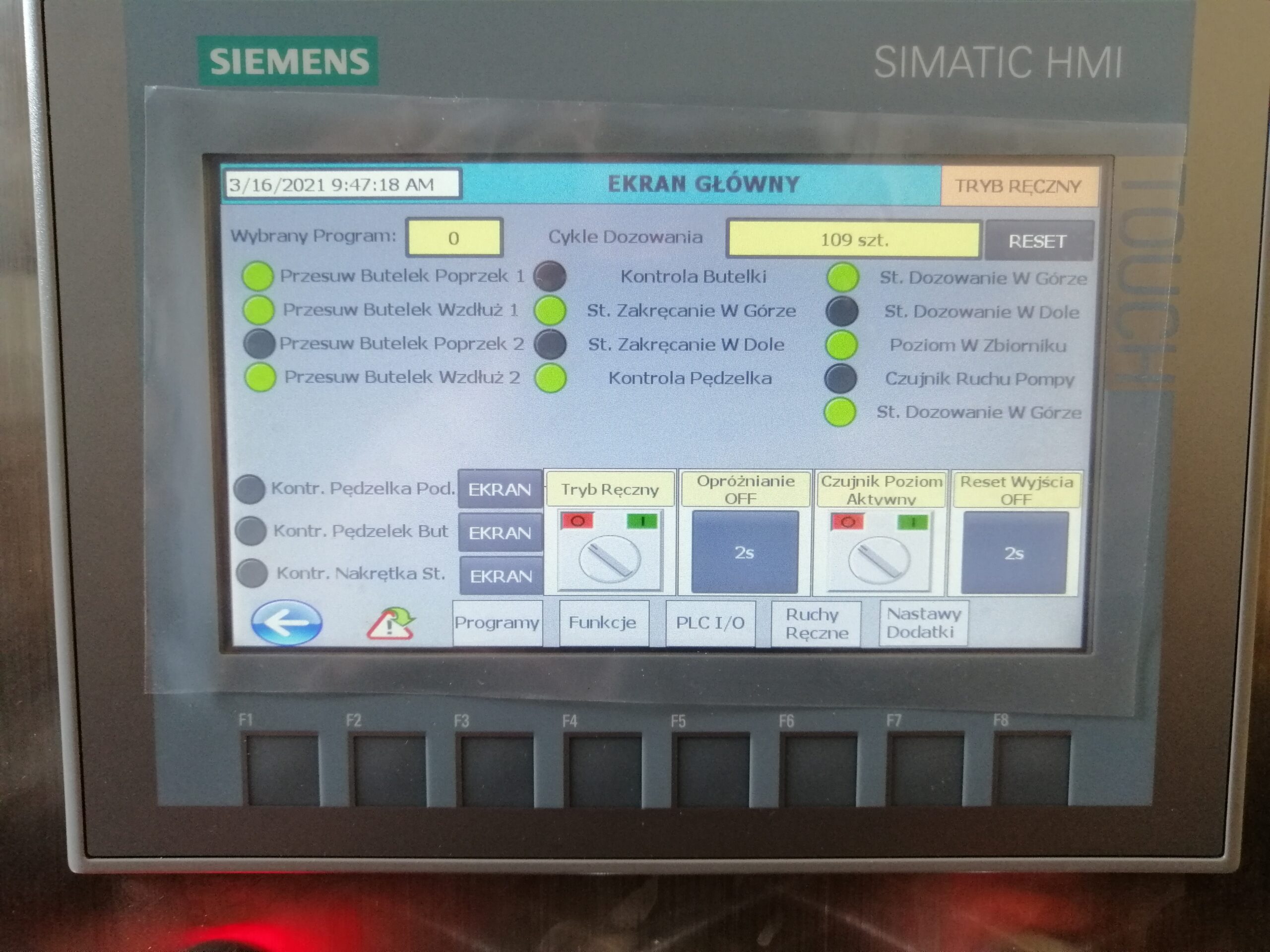
W tym projekcie punktem wyjścia był istniejący interfejs operatorski i logika sterowania, które wymagały uspójnienia pod kątem czytelności, diagnozy alarmów i przygotowania pod wygodniejszy serwis. Dlatego modernizację zaczęliśmy od analizy tego, co realnie działa, a co generuje ryzyko w dalszej eksploatacji.
Modernizacja nie polega na „wymianie dla wymiany”. Celem jest przywrócenie kontroli nad maszyną: przewidywalność pracy, szybka diagnostyka, łatwiejsze uruchomienie po postoju i prostsze działania serwisowe. Kluczowe jest też to, aby układ był przygotowany na przyszłe zmiany (np. doposażenie, integrację, rozbudowę).
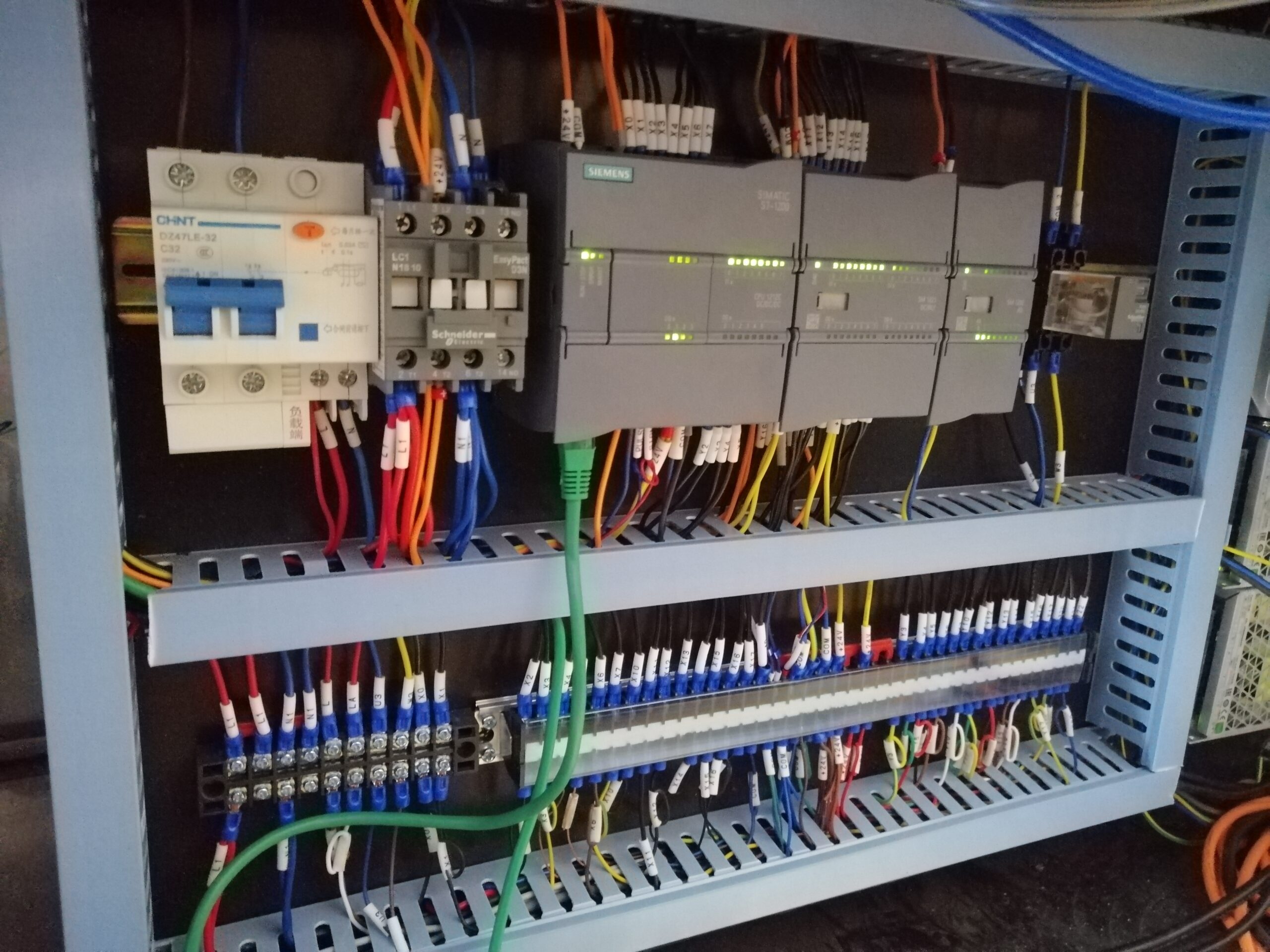
Największą wartością modernizacji jest przewidywalność. Gdy diagnostyka jest czytelna, a rozwiązania w szafie sterowniczej uporządkowane, zespół utrzymania ruchu szybciej podejmuje decyzje i szybciej przywraca maszynę do pracy. W praktyce oznacza to krótsze przestoje i mniejsze ryzyko „serwisu na ślepo”.
Jeśli masz maszynę, która działa, ale coraz częściej generuje problemy z serwisem, brakiem części albo nieczytelną diagnostyką — retrofit sterowania i HMI może być najsensowniejszym krokiem, zanim awaria zatrzyma produkcję na dłużej.
Na start doprecyzujemy wymagania (sygnały, napędy, integracje) i ocenimy ryzyka. Dzięki temu wdrożenie jest spokojniejsze, a serwis po modernizacji — po prostu szybszy.