Przestój wakacyjny to rzadkie okno, w którym możesz poprawić niezawodność linii bez kosztu utraconej produkcji. Jeśli podejdziesz do niego jak do projektu – z backupami, listą ryzyk, planem testów i rollbackiem – unikniesz sytuacji, w której po uruchomieniu „coś działa inaczej” i zaczyna się nerwowe szukanie winnego. Ten poradnik prowadzi krok po kroku przez przygotowanie i realizację modernizacji: PLC i HMI, szafy sterownicze i okablowanie, napędy (falowniki/serwa) oraz obszar bezpieczeństwa maszyn i dokumentacji. Przed startem przygotuj: aktualny wykaz urządzeń i wersji oprogramowania, schematy elektryczne, listę alarmów/awarii z ostatnich 3–6 miesięcy, wymagania EHS/BHP, okno postoju (godziny) i osoby decyzyjne po stronie UR i produkcji. Na końcu dostaniesz warianty zakresu, widełki „ile czego potrzebujesz” oraz checklisty odbioru, które ułatwiają rozruch po postoju.
Zasada nr 1: w przestoju nie wygrywa „najwięcej zrobione”, tylko „najpewniej uruchomione”.
Zasada nr 2: jeśli nie masz backupu i rollbacku, to nie masz planu.
Zasada nr 3: testy odbiorowe są tańsze niż jedna nieplanowana zmiana na rozruchu.
Spis treści
- Dla kogo jest ten poradnik?
- Najczęstsze błędy w przestojach i retrofitach
- Szybka checklista przygotowania
- Warianty podejścia do postoju
- Ile czego potrzebujesz? (widełki i warunki)
- Krok 1: Ustal cele i granice zmian
- Krok 2: Zrób inwentaryzację i priorytety
- Krok 3: Zabezpiecz backupy i rollback
- Krok 4: PLC i HMI — aktualizacje i porządek w logice
- Krok 5: Szafy, zasilanie i okablowanie — porządek i diagnostyka
- Krok 6: Napędy (falowniki/serwa) — przegląd i konfiguracja
- Krok 7: Bezpieczeństwo maszyn — domknięcie zmian i dokumentacji
- Jak zrobić to „premium” i bezpiecznie
- FAQ
- Podsumowanie i następny krok
Dla kogo jest ten poradnik?
Utrzymanie ruchu (kierownik UR, automatyk, elektryk):
- dostajesz checklistę działań, backupów i testów, które minimalizują ryzyko „nie ruszy po postoju”,
- łatwiej bronisz priorytetów i zakresu przed „wrzućmy jeszcze to”.
Produkcja (kierownik produkcji, plant manager):
- widzisz warianty zakresu i to, co realnie da się zrobić w danym oknie postoju,
- masz prostą matrycę decyzji: ryzyko vs czas vs efekt na dostępność.
Właściciel/OEM/decydent CAPEX:
- dostajesz język „co, po co i jak odbieramy”, zamiast listy technicznych zadań,
- łatwiej przygotowujesz rozmowę ofertową i porównanie wariantów retrofit/upgrade.
W SYSMATIK te działania spinają się w jednym podejściu end-to-end: od elektryki i szaf, przez PLC/HMI i napędy, po bezpieczeństwo i dokumentację. Firma działa w 2 lokalizacjach (Poznań i Tomaszów Mazowiecki) i obejmuje 7 obszarów kompetencji — co ułatwia szybkie „dospięcie” zakresu w przestoju bez rozbijania odpowiedzialności na wiele podmiotów.
Najczęstsze błędy w przestojach i retrofitach
- Zmiany „na szybko” bez planu testów i bez rollbacku.
- Backup tylko „na laptopie jednej osoby” (brak kopii offline i wersjonowania).
- Brak inwentaryzacji wersji oprogramowania i konfiguracji urządzeń przed startem.
- Mieszanie zadań: jednocześnie retrofit PLC, wymiana HMI i przebudowa szafy bez priorytetów.
- Odbiór „na oko” bez protokołu (potem wracają spory: co było uzgodnione).
- Brak okna na SAT i stabilizację (wszystko upchnięte w ostatnie godziny postoju).
- Niedoszacowanie pracy porządkowej: oznaczenia, kable, zasilanie, uziemienia, porządek w szafie.
- Zapomniany obszar bezpieczeństwa maszyn: zmiana logiki = zmiana ryzyka = potrzeba weryfikacji.
- Brak jednego właściciela zakresu (RACI), więc decyzje „wiszą”.
Szybka checklista przygotowania
| Element | Po co | Rekomendowana ilość / zakres | Alternatywy |
|---|---|---|---|
| Wykaz urządzeń (PLC, HMI, napędy, moduły I/O, czujniki krytyczne) | żeby wiedzieć „co ruszamy” i co testować | 1 arkusz na linię/gniazdo + status krytyczności | zdjęcia tabliczek + szybka inwentaryzacja w terenie |
| Wersje oprogramowania / konfiguracje | żeby uniknąć konfliktów i niespodzianek po update | pełna lista wersji + data odczytu | export konfiguracji z urządzeń + zrzuty ekranów |
| Backupy projektów i ustawień | żeby mieć rollback i porównać zmiany | min. 3 kopie (robocza + repo + offline) | kopia na nośniku offline + procedura odtworzenia |
| Lista awarii/alarmów z 3–6 mies. | żeby modernizować to, co boli | TOP 10 przyczyn przestojów + częstotliwość | jeśli brak danych: warsztat z UR + produkcją (60 min) |
| Schematy elektryczne / aktualny stan szaf | żeby nie „przecinać w ciemno” i dobrze odbierać | komplet schematów + rewizja | szybki przegląd + oznaczenie braków do uzupełnienia |
| Okno postoju i harmonogram | żeby dopasować wariant zakresu i testy | min. osobno: prace / testy / stabilizacja | wariantowanie (A/B/C) zależnie od dostępności linii |
| Plan testów FAT/SAT | żeby odbiór był obiektywny | lista testów + kryteria zaliczenia | testy minimalne (smoke test) + rozszerzenie po uruchomieniu |
| Lista części/ryzyk (spares) | żeby nie utknąć na drobiazgu | elementy krytyczne + przewidywane „wąskie gardła” | szybkie zamówienia + bufor czasowy na dostawę |
| Uzgodnienia EHS/BHP i zasady LOTO | żeby prace były bezpieczne i zgodne | procedury + odpowiedzialne osoby | krótkie szkolenie startowe i checklisty stanowiskowe |
Zrób „przegląd gotowości postoju” zanim zamrozisz plan
Dwie godziny weryfikacji checklisty potrafią oszczędzić dzień gaszenia pożarów na rozruchu. Możesz wysłać sam wykaz urządzeń, a resztę doprecyzujemy w rozmowie.
Usługi: modernizacje i serwis; programowanie PLC i HMI; pomiary elektryczne
Wyślij listę urządzeń do szybkiej oceny zakresu.
Warianty podejścia do postoju
Wariant A: Szybki przegląd i stabilizacja (najmniejsze ryzyko)
- cel: usunąć przyczyny powtarzalnych awarii, uporządkować backupy, domknąć dokumentację,
- dobre gdy: okno postoju jest krótkie albo linia jest krytyczna,
- efekt: mniej awarii i szybszy rozruch, bez dużych zmian w logice.
Wariant B: Modernizacja punktowa (najlepszy kompromis)
- cel: wybrane modernizacje (np. HMI, fragment logiki PLC, przegląd napędów, porządek w szafach) + testy,
- dobre gdy: masz 2–5 dni lub możliwość testów częściowych,
- efekt: zauważalna poprawa niezawodności i obsługi przy kontrolowanym ryzyku.
Wariant C: Pełny retrofit / upgrade (największy efekt, najwyższa dyscyplina)
- cel: większy upgrade sterowania i/lub szaf, migracje, gruntowne porządki i testy FAT/SAT,
- dobre gdy: okno postoju jest dłuższe i masz zasoby na testy oraz stabilizację,
- efekt: długoterminowa redukcja ryzyka, lepsza serwisowalność i czytelna dokumentacja.
Mini-tabela 1: Dobór zakresu vs okno postoju
| Okno postoju | Realistyczny zakres | Warunek sukcesu |
|---|---|---|
| 8–16 h | przegląd + backupy + krytyczne poprawki | testy minimalne + rollback |
| 24–48 h | modernizacja punktowa (wybrany obszar) | spis testów + odpowiedzialny odbiór |
| 3–5 dni | kilka obszarów + porządek w szafach | harmonogram „prace/testy/stabilizacja” |
| 1–2 tyg. | retrofit/upgrade szeroki | FAT/SAT + plan stabilizacji po starcie |
Dobierz wariant do okna postoju, a nie odwrotnie
Najczęstsza wpadka to „zbyt szeroki zakres w zbyt krótkim oknie”. Wybierz wariant A/B/C, a my pomożemy przełożyć go na harmonogram i kryteria odbioru.
Usługi: projekty elektryczne zasilania i sterowania; prefabrykacja szaf sterowniczych; konfiguracja falowników i serwonapędów
Sprawdź dostępny termin w Poznaniu lub Tomaszowie Mazowieckim.

Ile czego potrzebujesz? (widełki i warunki)
Poniżej są zakresy, które zwykle działają jako „bezpieczny standard”. Skala zależy od wielkości linii, liczby napędów, krytyczności procesu i tego, czy modernizujesz punktowo czy robisz retrofit.
- Backupy i kopie projektów:
- minimum 3 kopie: robocza + repozytorium/projekt „master” + offline (nośnik odłączony),
- dodatkowo 1 kopia „przed zmianą” zamrożona i opisana (data, wersja, zakres).
- Okno na przygotowanie (przed przestojem):
- mała komórka/gniazdo: 2–6 godzin inwentaryzacji i planu testów,
- linia z wieloma stanowiskami: 0,5–2 dni planowania i przygotowania dokumentów.
- Testy odbiorowe (SAT) — liczba przypadków testowych:
- gniazdo/stanowisko: 20–60 testów (w tym błędy, zatrzymania, powroty),
- linia/ciąg: 80–200 testów, zależnie od trybów pracy i receptur.
- Przegląd napędów (falowniki/serwa):
- minimum: 100% napędów krytycznych + próbka 20–30% pozostałych,
- pełny: 100% napędów + przegląd warunków środowiskowych (szafa, chłodzenie, zabrudzenia).
- Zakres aktualizacji dokumentacji:
- minimum: wykaz urządzeń + lista zmian + protokół testów,
- zalecane: aktualizacja schematów (rewizja), oznaczeń, list kabli/połączeń, instrukcji UR.
- Stabilizacja po uruchomieniu:
- minimum: 2–4 godziny obserwacji trendów i alarmów,
- zalecane: 1 zmiana produkcyjna z checklistą obserwacji i listą poprawek „po starcie”.
Mini-tabela 2: Priorytety modernizacji (co daje największy zwrot w przestoju)
| Priorytet | Obszar | Dlaczego często wygrywa |
|---|---|---|
| 1 | backupy + rollback + plan testów | minimalizuje ryzyko nieuruchomienia |
| 2 | porządek w szafach i zasilaniu | usuwa „ciche” źródła awarii i błędów |
| 3 | napędy i diagnostyka | szybka poprawa dostępności linii |
| 4 | HMI i ergonomia obsługi | mniej błędów operatora, szybsza reakcja |
| 5 | zmiany w PLC/logice | największy efekt, ale najwyższe wymagania testowe |
Krok 1: Ustal cele i granice zmian
Co sprawdzić
- TOP 3 problemy do rozwiązania (awaryjność, rozruch, jakość, bezpieczeństwo).
- Co jest krytyczne dla produkcji (które stanowiska/napędy są „single point of failure”).
- Czy zmiany wpływają na tryby pracy, sekwencje, bezpieczeństwo lub dokumentację.
Jak udokumentować
- Jednostronicowa karta postoju: cel, zakres, wyłączenia („tego nie ruszamy”), odpowiedzialni, okno testów.
- Lista ryzyk i decyzji: co wymaga akceptacji produkcji/EHS.
Kryteria decyzji
- Jeśli nie masz okna na testy i stabilizację — ogranicz zakres do wariantu A lub punktowego B.
- Jeśli zmiana dotyka bezpieczeństwa maszyn — z góry zaplanuj weryfikację i aktualizację dokumentacji.
Krok 2: Zrób inwentaryzację i priorytety
Co sprawdzić
- Wykaz PLC/HMI/napędów i wersji, a także urządzeń w szafach (zasilacze, zabezpieczenia, chłodzenie).
- Historia alarmów i przestojów (3–6 mies.): powtarzalne błędy, miejsca „tłuste” awariami.
- Stan dokumentacji: czy schematy odpowiadają rzeczywistości, czy oznaczenia są czytelne.
Jak udokumentować
- Arkusz „asset list” z kolumnami: urządzenie, lokalizacja, wersja, krytyczność, ryzyko, plan działania, testy.
- Lista priorytetów A/B/C: A = krytyczne i częste; B = ważne; C = „nice to have”.
Kryteria decyzji
- Zmiany klasy A muszą mieć pełny plan testów i rollback.
- Zmiany klasy C wchodzą tylko, jeśli zostaje czas po testach i stabilizacji.
Krok 3: Zabezpiecz backupy i rollback
Co sprawdzić
- Czy masz pełny backup projektów PLC/HMI oraz konfiguracji urządzeń (w tym receptury/parametry).
- Czy backup da się odtworzyć (test przywracania na kopii/środowisku).
- Czy jest „zamrożona” wersja sprzed zmian.
Jak udokumentować
- Rejestr backupów: data, zakres, kto wykonał, gdzie zapisano (repo/offline), jak odtworzyć.
- Plan rollback: kiedy podejmujesz decyzję o powrocie (kryteria), kto zatwierdza, ile to trwa.
Kryteria decyzji
- Brak odtwarzalnego backupu = brak zgody na zmianę logiki lub aktualizacje, które wpływają na rozruch.
- Jedna kopia na jednym nośniku = proszenie się o problem.
Krok 4: PLC i HMI — aktualizacje i porządek w logice
Co sprawdzić
- Logika: miejsca, gdzie występują powtarzalne błędy (timeouts, blokady, niejednoznaczne stany).
- HMI: czy operator widzi właściwe informacje (alarm, przyczyna, sugerowane działanie), czy ekrany są spójne.
- Spójność sygnałów: nazwy, mapowanie I/O, diagnostyka urządzeń.
Jak udokumentować
- Lista zmian „co zmieniono i po co” (w punktach), plus powiązanie z testami.
- Zrzuty ekranów z HMI „przed/po” dla krytycznych ekranów i alarmów.
Kryteria decyzji
- Jeśli zmiana dotyka sekwencji start/stop — testy muszą obejmować błędy i scenariusze awaryjne.
- Jeśli zmiana poprawia diagnostykę (alarmy, opisy) — to często szybki „zwrot” przy niskim ryzyku.
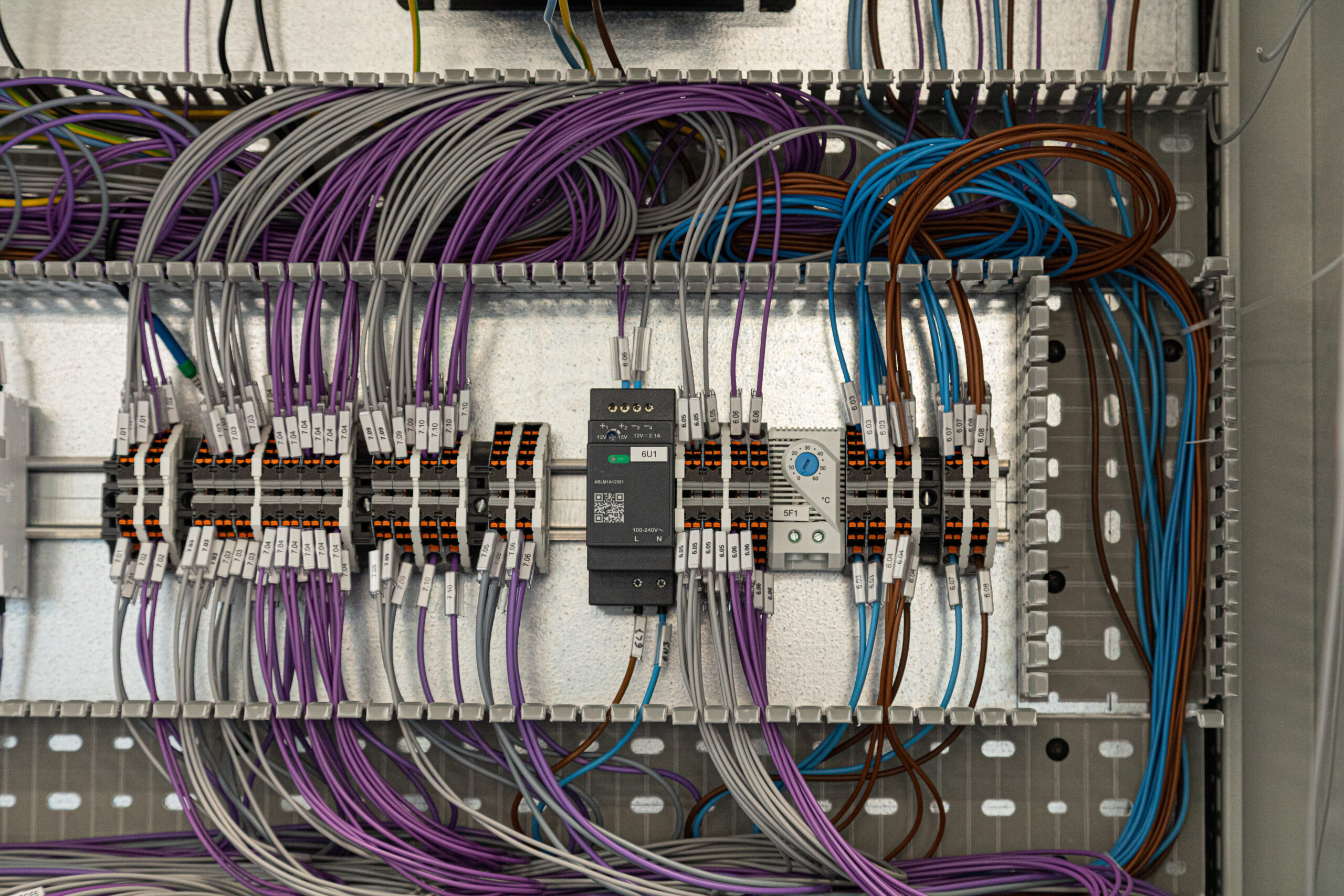
Krok 5: Szafy, zasilanie i okablowanie — porządek i diagnostyka
Co sprawdzić
- Porządek w szafach: oznaczenia, prowadzenie przewodów, dostęp serwisowy, zabezpieczenia.
- Zasilanie: stabilność, uziemienia, ślady przegrzań, stan listew/połączeń.
- Warunki środowiskowe: chłodzenie/filtracja, zabrudzenia, wilgoć (to częsty „killer” niezawodności).
Jak udokumentować
- Fotoprotokół szafy (przed/po) + lista poprawek i „otwarte punkty”.
- Krótka checklista odbioru: oznaczenia, zaciski, połączenia, porządek, wentylacja.
Kryteria decyzji
- Jeśli w szafie panuje chaos — najpierw uporządkuj i udokumentuj, dopiero potem zwiększaj zakres zmian w sterowaniu.
- Jeśli są objawy przegrzań lub luźnych połączeń — traktuj to jako priorytet.
Krok 6: Napędy (falowniki/serwa) — przegląd i konfiguracja
Co sprawdzić
- Powtarzalne błędy napędów: przeciążenia, przegrzania, błędy zasilania, zakłócenia.
- Parametry i nastawy: czy odpowiadają obecnym warunkom pracy (szczególnie po zmianach mechaniki/procesu).
- Okablowanie i ekranowanie: uszkodzenia, luzy, ślady przegrzań, porządek w prowadzeniu.
Jak udokumentować
- Arkusz „napęd”: objaw → podejrzenie → weryfikacja → działanie → test po zmianie.
- Zapis konfiguracji i wersji ustawień jako punkt odniesienia.
Kryteria decyzji
- Jeśli napęd jest krytyczny — obejmij go pełnym testem pod obciążeniem i scenariuszem błędu.
- Jeśli zmiana w napędzie wpływa na bezpieczeństwo lub logikę — ujęcie w planie SAT jest obowiązkowe.
Krok 7: Bezpieczeństwo maszyn — domknięcie zmian i dokumentacji
Co sprawdzić
- Czy wprowadzone zmiany wpływają na funkcje bezpieczeństwa, tryby pracy, interlocki, blokady.
- Czy oznakowanie, instrukcje i dokumentacja odpowiadają rzeczywistemu stanowi po modernizacji.
- Czy testy obejmują sytuacje awaryjne (zatrzymania, reset, powrót po zadziałaniu).
Jak udokumentować
- Protokół testów bezpieczeństwa (lista przypadków + wynik + odpowiedzialny).
- Aktualizacja dokumentacji elektrycznej i listy zmian (rewizja dokumentów).
Kryteria decyzji
- Jeśli nie potrafisz udowodnić „co i jak przetestowano”, to w razie kontroli i incydentu zostajesz bez tarczy.
- Zmiany w logice sterowania i bezpieczeństwo maszyn zawsze muszą mieć wspólny plan odbioru.
Jak zrobić to „premium” i bezpiecznie
Poniższe elementy odróżniają „zrobiliśmy coś w postoju” od „uruchomiliśmy bezpiecznie i powtarzalnie”.
Checklisty jakości (quality gates)
- Gate 1 (przed pracami): inwentaryzacja + backupy + plan testów + plan rollback.
- Gate 2 (po zmianach): testy funkcjonalne + scenariusze błędów + dokumentacja zmian.
- Gate 3 (po uruchomieniu): stabilizacja + monitoring alarmów + lista poprawek „po starcie”.
Zarządzanie ryzykiem i odpowiedzialnością
- Jedna osoba odpowiada za „zakres i odbiór”, a nie „wszyscy trochę”.
- Decyzje o zmianach i rollbacku mają jasne kryteria (czas, ryzyko, jakość).
- Harmonogram rozdziela: prace → testy → stabilizacja (to trzy różne bloki).
FAT/SAT — minimalny standard
- FAT (przed wdrożeniem): przegląd logiki, symulacje/warunki brzegowe, komplet zmian i dokumentacji.
- SAT (na obiekcie): testy na maszynie/liniach, w tym awarie i powroty, z protokołem odbioru.
CTA BOX #3 — Chcesz zrobić to „na spokojnie” jako jeden projekt?
Jeśli planujesz przestój, warto przejść przez szybki audyt gotowości: zakres, ryzyka, backupy i plan odbioru. SYSMATIK działa w 2 lokalizacjach i obejmuje 7 obszarów kompetencji, więc łatwiej utrzymać spójność odpowiedzialności w krótkim oknie postoju.
Usługi do kliknięcia: modernizacje i serwis; bezpieczeństwo maszyn i oznakowanie CE; dokumentacja elektryczna
Mikrocopy: Umów krótką rozmowę i wyślij okno postoju + listę urządzeń.
FAQ
1) Ile wcześniej trzeba zacząć przygotowania do przestoju wakacyjnego?
Najczęściej 1–3 tygodnie przed postojem: na inwentaryzację, uzgodnienia, backupy i plan testów. Dla większych retrofitów — odpowiednio wcześniej, bo dochodzi logistyka i porządkowanie dokumentacji.
2) Co jest absolutnym minimum, jeśli mam bardzo krótkie okno postoju?
Backupy (z testem odtwarzania), lista priorytetów i testy minimalne (smoke test) + jasny plan rollbacku.
3) Czy w przestoju lepiej robić update PLC/HMI czy tylko stabilizację?
To zależy od ryzyka i testów. Jeśli nie masz czasu na pełny SAT i stabilizację, lepiej zrobić stabilizację i przygotować update jako projekt na kolejne okno.
4) Jakie testy powinny znaleźć się w protokole SAT?
Start/stop, tryby pracy, scenariusze błędów, zatrzymania awaryjne, powroty po zadziałaniu, oraz testy jakościowe/produkcyjne, które potwierdzają parametry procesu.
5) Jak uniknąć sytuacji „po postoju nie ruszyło”?
Trzy rzeczy: odtwarzalny backup, plan rollbacku i testy odbiorowe z kryteriami zaliczenia. Bez tego każda zmiana jest loterią.
6) Czy przegląd szaf i okablowania ma sens bez zmian w PLC?
Tak — często to najszybszy zwrot w przestoju: usuwasz luzy, przegrzania, chaos w oznaczeniach i problemy środowiskowe, które generują awarie.
7) Jak zdecydować, które napędy (falowniki/serwa) przeglądać w pierwszej kolejności?
Najpierw krytyczne dla procesu i te z historią błędów. Potem próbka pozostałych, żeby ocenić skalę problemu i dobrać zakres.
8) Czy modernizacja sterowania zawsze wpływa na bezpieczeństwo maszyn?
Nie zawsze, ale często pośrednio. Jeśli zmieniasz sekwencje, tryby pracy, blokady lub zachowanie w stanach awaryjnych, to musisz ująć to w weryfikacji i dokumentacji.
9) Co powinien zawierać „pakiet dokumentacji” po modernizacji?
Lista zmian, protokół testów, aktualny wykaz urządzeń/wersji oraz zaktualizowane schematy i oznaczenia tam, gdzie zaszły zmiany.
Podsumowanie i następny krok
Przestój wakacyjny jest najlepszym momentem, żeby zrobić retrofit lub modernizację bez presji bieżącej produkcji — pod warunkiem, że podejdziesz do tego jak do projektu: inwentaryzacja, priorytety, backupy, testy i stabilizacja. Zacznij od wariantu, który mieści się w oknie postoju, i dopiero potem rozszerzaj zakres. Jeśli chcesz, SYSMATIK może pomóc przełożyć Twoją listę urządzeń i okno postoju na konkretny plan prac i odbioru — tak, żeby po uruchomieniu linia wróciła do pracy bez niespodzianek.
CTA: Skontaktuj się i prześlij: (1) okno postoju, (2) listę urządzeń, (3) TOP 10 alarmów/awarii z ostatnich miesięcy — wrócimy z propozycją wariantu A/B/C i listą testów.